队里的3D打印机修好了,这里总结一下3D打印机的一些入门知识和常见问题的解决方式,当然,我折腾3D打印机的时间也不久,大家参考着看。
希望大家都能尽量掌握3D打印机的用法。3D打印机需要常常使用和维护,否则精度下降严重,打印质量也会很差。不要担心把打印机用坏,用坏了修就行了。
另外,从队里机构的角度来讲,不要太依赖打印件,重要机构该送出去加工就送出去加工,该雕刻雕刻。机构设计要用心,不要指望机构没设计好,想用3D打印打印点小机构补救来耍小聪明。
软件与上位机
我们的打印机是优造智能的,但由于内部的固件实际上是Marlin开源固件,因此我们可以使用Cura来控制,而不是用优造智能的修改版。Cura在官网可以下载。
安装完毕后,可以在设置中,将语言修改为简体中文。
在Cura中增加打印机,队里的打印机是三角洲结构的,英文名称是delta,在打印机列表中找到delta printer。
设置打印机的长宽为155,高度为205,其他设置可以保持不变(喷头直径0.4,材料直径1.75mm)
Marlin固件与电脑的连接使用CH340串口芯片,因此电脑需安装CH340驱动。
FDM
FDM指熔融沉积,3D打印机大多都是这种成形方式。
其原理:加热喷头在计算机的控制下,根据产品零件的截面轮廓信息,作X-Y平面运动,热塑性丝状材料由供丝机构送至热熔喷头,并在喷头中加热和熔化成半液态,然后被挤压出来,有选择性的涂覆在工作台上,快速冷却后形成一层大约0.127mm厚的薄片轮廓。一层截面成型完成后工作台下降一定高度,再进行下一层的熔覆,好像一层层"画出"截面轮廓,如此循环,最终形成三维产品零件。(复制自百科)
当然,也有其他成型方式,如光固化等。但光固化的打印机一般都较贵。
PLA冷打
所谓冷打,与热打相对应。热打是通过热床,来保证模型底层的温度在60℃左右(对于PLA而言),来防止翘边。否则由于材料的热胀冷缩特性,翘边常常会发生。
由于很多3D打印机并没有加配热床,因此渐渐发明了冷打的技术。通过一些方式:
- 在底面涂固体胶
- 使用软平台
- 适当压低
- 首层慢速打印
等等,也可以取得不错的效果。具体如何防止翘边在后面讨论。
三角洲
三角洲又称为并联臂,是现在市面上很常见的一种3D打印机结构类型,采用的是并联式运动结构,上往下看机器大致呈一个三角形。
三角洲基本特点:
- 远程挤出(为了最大地减少喷头的重量,减少移动惯性)
- 并联臂,打圆会比XY型平面移动更精确。
- 打印速度快
- 空间利用率较低,可打较高的器件,底面积较大的不好打
- 调平较为麻烦
喷嘴直径、层高
喷嘴直径现在默认是0.4mm,相当于打印机突出的丝宽度就是0.4mm。而层高则表示3D打印每一层的高度,层高调小,意味着相同高度下,层数变多,打印件也会更扎实,当然,速度就慢了。
0.4mm的喷嘴可调的层高在0.1mm-0.3mm左右。使用更小的喷嘴可以提高XY的精度,但是打印速度就会相应变慢,Z轴精度则由层高控制。
调平
打印机需要将平台调平,以防止有些地方高,有些地方低,打出来材料成型不均匀,且容易翘边。队里打印机的调平方式:
- 将XYZ回归零点,此时(X0,Y0,Z255)
- 在CURA上,或者用显示屏旋钮,将Z下降至0.3(为什么是0.3?因为CURA生成的G代码就是从0.3高度处开始打的,具体可以随便打开一个生成的G代码看看)
- 平台由三个螺栓控制调平,依次控制XY将喷头移动到距离三个螺栓较近的地方,然后放上A4纸,调节与喷头最近的螺栓,使A4纸可以在平台和喷头间自由移动,并且有一点摩擦力
- 三个地方调整完毕后,将喷头移植中间,继续放上A4纸,调整三个螺栓,使A4纸可以自由移动+有一点摩擦力
切片
我们通过SW保存的格式为STL文件,该文件仅通过多面体来定义模型。对于3D打印机而言,它并不能识别这么复杂的东西,它只能识别G代码,即告诉它每个步进电机该走多远距离。
因此,当我们输出STL之后,需要使用切片软件(如CURA)来对模型进行切片,从而转化3D打印机认识的G代码。G代码有多种,3D打印机常用的G代码一般是Marlin格式的。Marlin是一个
3D打印机的开源固件,现在除了支持3D打印机以外,也支持CNC等。
下面介绍一些常用的切片设置:
支撑
对于打印件,我们一般根据3D打印机的成形方式来设计,以最大可能的减少支撑。当然,很多时候由于模型的关系,不得不加支撑
支撑分为两种,一种是普通支撑,一种是树形支撑。
普通支撑与打印平常的层差不多,只是打得比较快,比较马虎,毕竟不需要精度,同时切片软件会在支撑与实际模型中增加一点距离,方便打印完毕之后拆下支撑。
但是由于种种原因,经常这个普通支撑非常难拆,导致一用力就可能破坏模型。
另一种支撑是树形支撑,树形支撑顾名思义,就是树枝树杈状的支撑。使用树形支撑可以最大程度的减小支撑面积,加快打印速度,更重要的是树形支撑比较好拆。
CURA中开启树形支撑的方式,右上角打印设置中,点击自定义,搜索 “树形”,然后在 实验室(即实验功能) 中,开启树形支撑,然后就可以在支撑类型中选择树形了。
模型摆放
导入STL之后,可以通过Cura左边的按钮来控制模型哪个面作为底面,找到某个角度,使之生成的支撑最少,一般就是最佳角度。
附着
如果模型与底面的接触面积太小,打印过程中可能会由于粘的不牢,导致模型被喷头粘走(毕竟喷头温度200℃左右,可以融化材料)。勾选附着之后,切片软件会自动在首层生成相应的附着,
增大接触面积 。等打印结束后,可以将附着拆掉。(与支撑有相似之处)
水平拓展
由于FDM技术的特性,打印出来的孔常常会比设计图上的小。可以通过在设计图上把孔改大,但这样太麻烦,不同的3D打印机,不同的材料,要扩大的尺寸可能不一样。
而且可能有时候也会忘记,导致装配时出现各种问题。
可以在切片软件中设置水平拓展,设置为负值,如-0.1mm,这样打印出来的孔就会比不设置水平拓展的值稍大。一般设置为-0.1或者-0.2左右。
Brim
一般的切片软件都会有默认设置的Brim,在模型外围生成一小段边沿,用于检查平台与喷头的距离、喷头吐丝是否正常、模型粘连情况等等。由于打印机刚加热完毕后,喷头前端可能还未满,需要挤出机再往里挤出一点材料,才能正常出丝。如果没有Brim直接开始打印,就会导致模型刚开始的一些地方没有正常吐丝。
在CURA中,可以设置Brim的最小长度,可以稍微调大一点。
常见问题解决和注意事项
-
不出丝:
-
检查打印平台和喷头的距离是否太近,太近会导致不出丝。此时可以升起喷头,预热完喷头后,手动设置挤出机看是否可以出丝
-
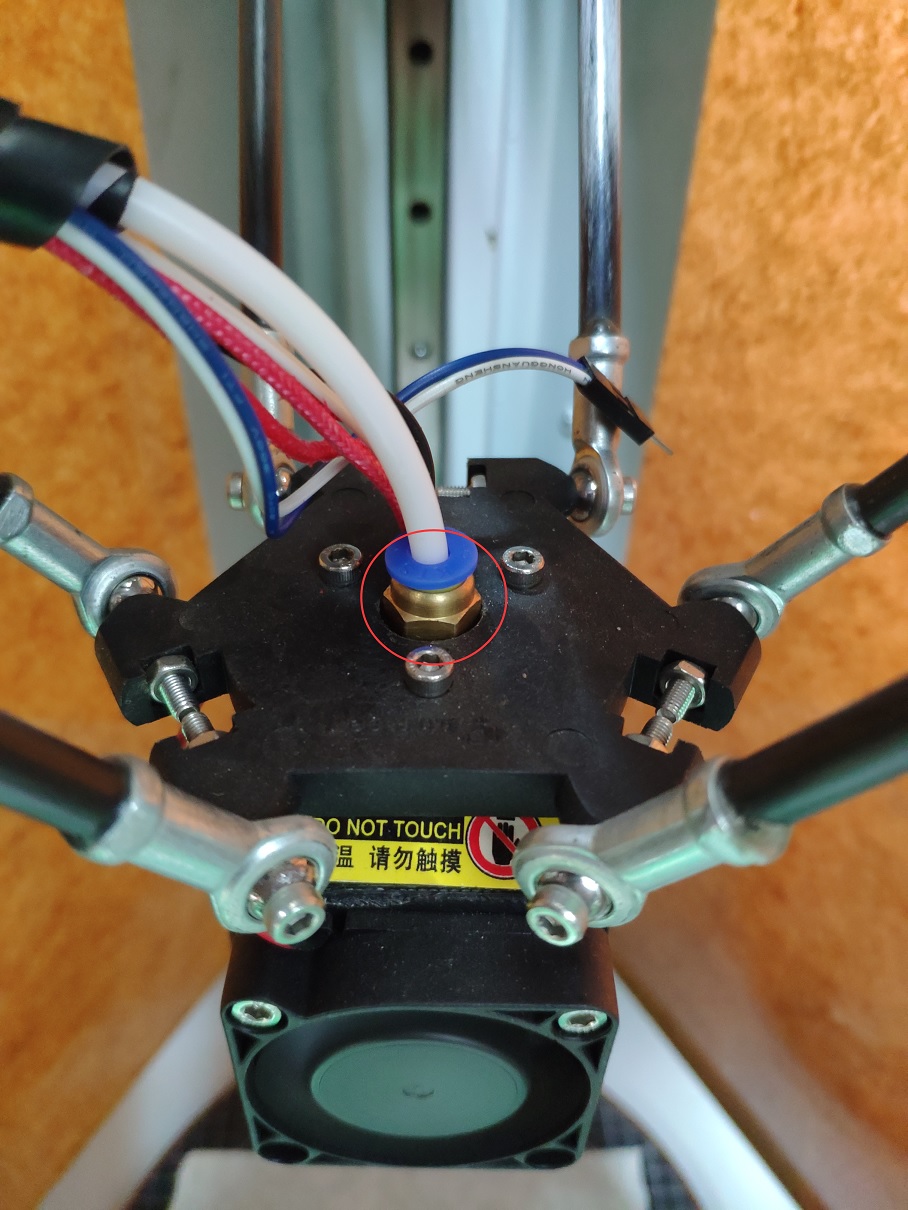
若手动设置挤出机仍不能出丝,则不是距离问题。若是远程挤出机,则可能是由于之前断料之后,新加的料与断了的料在进入喷头的时候,没有挨着,挤出机只能挤新料,对旧料无法控制。而新料无法将旧料挤出,导致这个问题。此时可以将导管这个接头拧下(如下图),同时令挤出机挤出一段料(长度需足够直接将料压进喷头),手动将料压进喷头。近程挤出机可以直接手动新料压进喷头,一般没有这个问题。
-
-
若以上仍没解决,则可能是堵头。此时在机器中手动将喷头预热至最高温度(230-250),同时控制挤出机挤出,看看能否将其挤出。有时候这样可以挤出,但很多时候堵头并不是在喷头处堵住,而是在喷头入口处堵住,导致加热喷头并不能将堵住的料融化。
-
如果不能,可以考虑使用热风枪,手动加热喷头。需要注意,此操作比较危险,容易将其他线缆烧坏。建议直接将喷头拆下,看看具体是哪里堵住,直接将其剪断即可。
-
- 首层与平台不粘
- 平台与喷头距离太远,调整距离为一张A4纸+稍有摩擦的距离
- 翘边
- 多涂胶,适当压低平台
- 给打印机加热床(比较麻烦)
- 打印大件的时候,可以在还未翘边的时候,手动给四角点上热熔胶。(需看准打印机路径,谨慎、快速操作)
- 打出来的圆不圆,或者误差较大
- 一般是某个轴的同步带松了,调整张紧
- 由于热胀冷缩,打印机喷头预热的时候,会少量吐丝,此时应该用镊子将其清理掉,以防开始打印的时候影响模型造成粘连
- PLA材料不能受力别着,长时间别着(大概几个小时),会变脆,可能会在打印过程中断裂。因此购买材料的时候要把材料理顺。
- PLA材料推荐淘宝店:墨丝、兰博、易生(较贵),PLA加热温度185-200℃,最好首层高温慢打,其他层温度可以稍微调低。这些都可以在cura中设置。
- 步进电机脉冲数计算:
- 同步轮GT2 20齿 步进电机步距角1.8° 步进电机驱动16细分
- 可知步进电机走一圈需要200步,则驱动需要给出200*16=3200个脉冲
- 同步轮转一圈走20(齿)X 2mm(节距) = 40mm
- 因此,同步轮走1mm需要的脉冲数为 = 3200脉冲/40mm = 80脉冲/mm